- Home
- Users & Science
- Scientific Documentation
- ESRF Highlights
- ESRF Highlights 2003
- Materials Science
- Depth-resolved Investigation of Friction Stir Welds using a Novel Strain and Phase Mapping Technique
Depth-resolved Investigation of Friction Stir Welds using a Novel Strain and Phase Mapping Technique
Friction stir welding (FSW) is a solid state welding process in which a spinning tool is forced along the joint line, heating the abutting components by friction, and producing a weld joint by strong plastic mixing (stirring) of material from the two components. Compared to classical fusion welding techniques, FSW can overcome problems such as weld porosity and cracking in the heat affected zones [1]. As opposed to dissimilar material combinations, the joining of similar materials (mainly Al alloys) by FSW is becoming widely implemented in industrial production. In the framework of the EU funded JOIN-DMC project (JOINing Dissimilar Materials and Composites), FSW of dissimilar materials were characterised, applying for the first time a novel non-destructive strain and phase mapping technique, recently developed at ID15 at the ESRF. This technique provides depth-resolved information about intensity and position of all the Bragg reflections emanating from the sample within the angular acceptance given by the experimental setup. Bulk investigations of several mm thick Al plates are realised by using high energy X-rays. The depth resolution is achieved by the use of a spiral slit. Simply, it consists of twelve equidistant concentric spiral appertures cut into a W plate. All paths through the 2mm thick plate lie on cones, which have one common apex (i.e. the focal point of the slit system; here 50mm). The azimuth-selective depth-resolved signal is recorded with an online image plate scanner. A sketch of the experimental setup is shown in Figure 67.
 |
|
Fig. 67: Schematic of the experimental setup with spiral slit and online image plate scanner on ID15B. |
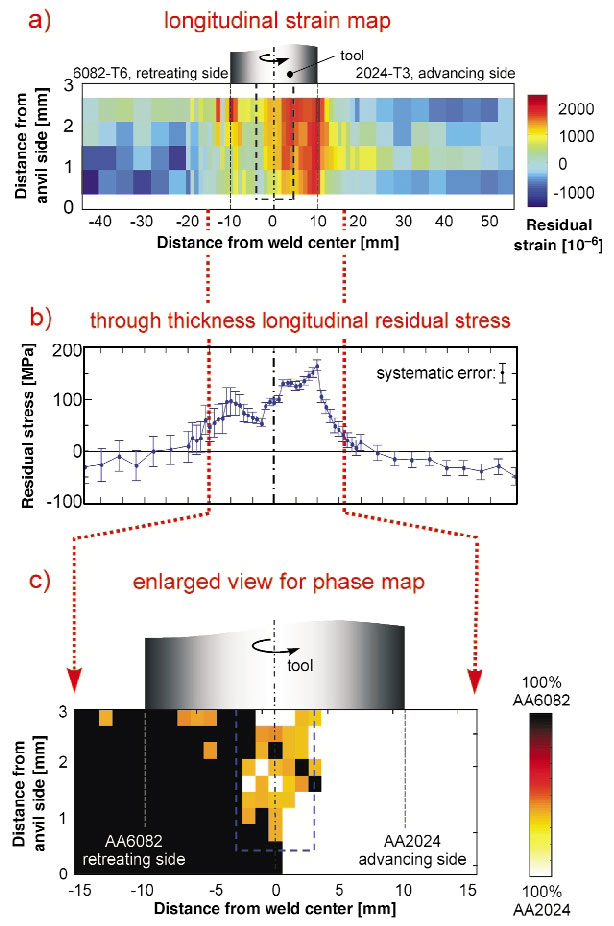
This is first technique allowing the mapping of a weld zone in a non-destructive manner with depth resolution, material composition and strain distribution. The results presented relate to a FSW between AA2024-T3 and AA6082-T6 (single phase Al alloys). The strain tensor was derived from the diffraction-cone distortions, recorded at two different angular sample positions. The differences in the diffraction spectra of both materials were used as an indicator for the material mixing in the stirring zone. Part of the results are shown in Figure 68. For a better comprehension the welding tool is shown schematically (tool pin marked by thick dashed line). Figure 68a shows the depth resolved strain map for the longitudinal component (parallel to the weld). The strain distribution is particularly inhomogenous on the retreating side with high tensile strains (around +2000x10-6) under the tool shoulder (about 10 mm from the center) and values around zero close to the anvil side. The distribution of the longitudinal residual stresses (Figure 68b), integrated over the plate thickness, and calculated from the strain data set shows a maximum stress of about +160 MPa under the advancing tool shoulder (at +10 mm). The strong asymmetry of the stress ditribution and the strain map arises from the mixing of the dissimilar materials (Figure 68c) and the different response of the materials to the tool force. In the present case a good mixing of the two materials is observed, resulting in a smoother residual stress profile in the stirring zone as compared to results (not shown here) from a weld with reversed material combination.
 |
|
Fig. 68: a) Depth resolved residual macrostrains in longitudinal direction (parallel to weld); b) through thickness longitudinal residual stress component, calculated from the strain measurements in three dimensions; c) enlarged view of the distribution of the plate material (AA6082 and AA2024) in the stirring zone. |
Reference
[1] D.P. Field, T.W Nelson, Y. Hovanski, K.V. Jata, Metallurgical and Materials Transactions A, 32A (2001).
Authors
R.V. Martins (a) and V. Honkimäki (b), Textures and Microstructures (2003), accepted for publication.
(a) Risø National Laboratory (Denmark); present address: GKSS-Research Center Geesthacht (Germany)
(b) ESRF
partners



European Synchrotron Radiation Facility - 71, avenue des Martyrs, CS 40220, 38043 Grenoble Cedex 9, France.