- Home
- News
- Spotlight on Science
- Diamonds have just...
Diamonds have just become a scientist's best friend
16-03-2015
Diamond’s high chemical and temperature stability make it an ideal material for lenses that focus tiny but powerful synchrotron X-ray beams. However, machining diamond is very difficult because of its hardness. Scientists at the ESRF have successfully tested diamond lenses prepared using a laser cutting technique and they concluded that such lenses are very interesting for applications in the brightest of X-ray sources.
X-ray refractive lenses have proven themselves as compact, in-line, stable, easy-to-align coherence-preserving optics for micro- and nano-beam focusing for third-generation synchrotron radiation sources. Indeed, over half the beamlines at the ESRF now employ refractive lenses [1] as beam-shaping and beam-conditioning optics including recent monochromatisation [2] and harmonic rejection schemes [3]. For the ESRF Phase II Upgrade Programme, there is a need for ‘front end’ beam-conditioning optics to reduce beam divergence and size prior to the beam reaching the downstream beamline. This requires X-ray refractive optics fabricated from materials that can withstand extreme heat and radiation loads while still providing effective focusing.
Beryllium is currently the most widely used material for the manufacture of X-ray refractive lenses. Be lenses are readily available and already in use for white beam collimation in optics hutches. However, they are almost at their limit of applicability as front-end optical devices, needing powerful cooling to prevent thermal recrystallisation of the beryllium that is a sintered-grain material. Indeed, when materials are thermo-mechanically ranked by the figure-of-merit (κ/α, where κ is thermal conductivity and α is thermal-expansion coefficient), the κ/α for beryllium is ~100 times worse than that of diamond at room temperature. Diamond is thermally stable with a graphitisation transition temperature > 1000°C, making it an attractive material for use in white- or pink-beam applications. The refractive index decrement, δ, in diamond is double that of beryllium, meaning that only half the number of diamond lenses is required to achieve the same focal distance as compared to beryllium in a given experimental configuration. In addition, when comparing polycrystalline beryllium to single crystal diamond, the single crystal material is preferred as it is free from X-ray diffuse scattering from grain boundaries, voids, inclusions and other scattering centres, all of which reduce the amount of radiation in the focal spot.
Despite all the benefits offered by diamond as the material of choice for high heat load X-ray refractive lenses, the stumbling block to its immediate use has been its difficult processing: diamond presents substantial challenges as it is both the hardest known material and chemically extremely inert. Various attempts to create diamond lenses have been made over the last decade. The growth of polycrystalline diamond lenses shaped using the transfer moulding technique and reactive-ion etching (RIE) shaping have been tried, but the low quality of the lenses created by these methods has not achieved an acceptable focusing performance: scattering due to distortions; roughness of the lens surface; deviations from the ideal shape of the lens; faceting caused by RIE process; and most importantly –the poor transverse height (40 µm max.) of these planar design lenses which could not accommodate the desired input beam size - all these factors made these early lenses of little practical application.
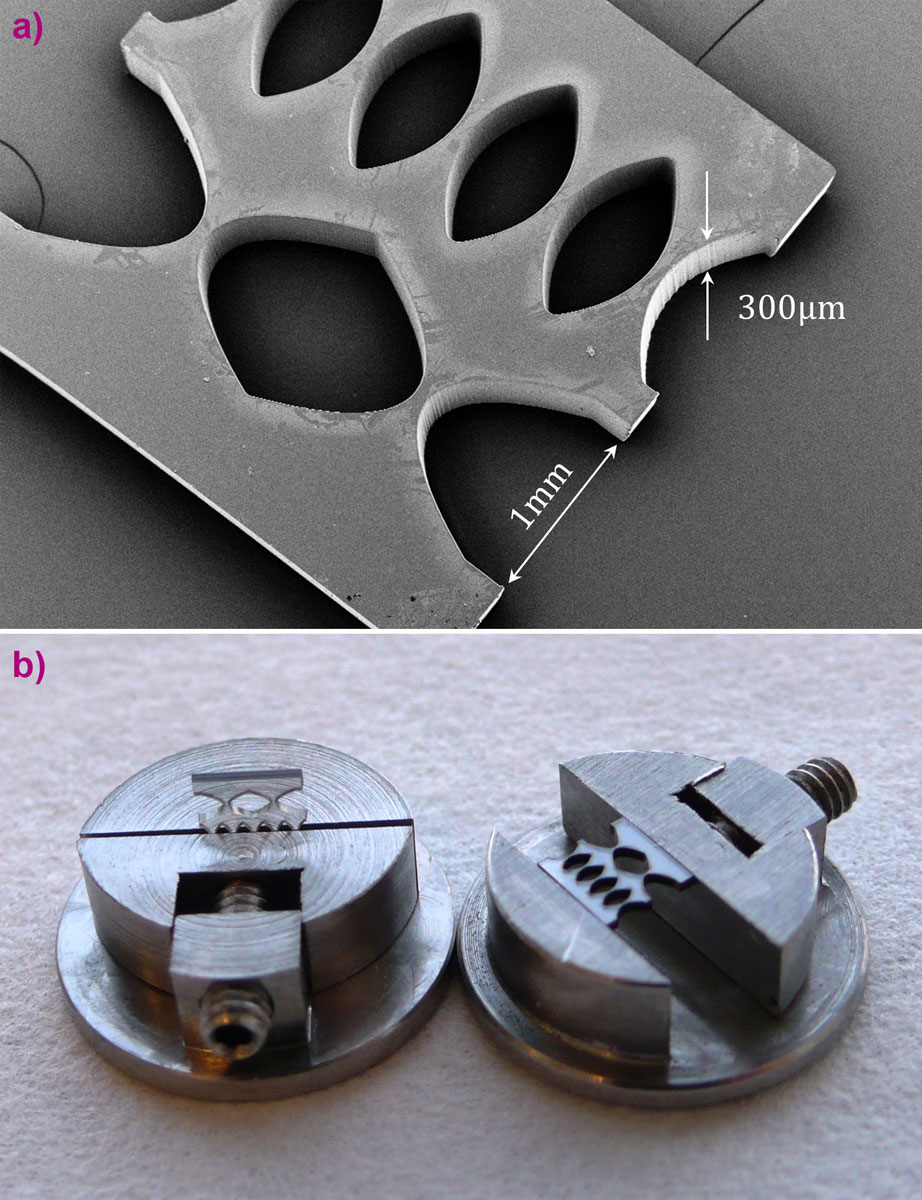
We report here on planar compound refractive lenses that offer high input beam acceptance, fabricated for the first time by the laser micromachining of 300 µm thick single crystal diamond plates of size of 3 x 3 mm2. These plates were grown by microwave assisted chemical vapor deposition (MWCVD). Two compound refractive lenses (CRLs) with variable numbers of single lenses in a row were machined in the flat polished plates (Figure 1) using a tripled Nd-YAG laser (355 nm). One row (CRL2) consisted of two single lenses with radius of the parabola apex of 200 mm; while the second row (CRL5) consisted of five single lenses with radius of the parabola apex of 500 mm. The geometrical aperture height of both CRLs was 1 mm, while the depth of the structures is simply equal to the diamond plate thickness of 300 mm. The scanning electron micrograph (Figure 1) shows the good quality of the vertical lens side walls, although some ‘scallop’-like roughening of the surface (peak-to-valley of 2.5 μm) could be seen at the parabola apex: this wavy lens profile clearly resulted from the combination of the pulsed laser machining and beam-to-plate guidance during the diamond material ablation.
 |
|
Figure 1. Diamond lenses produced by laser-cut technology. a) SEM, b) the lenses clamped in a holder for X-ray beamline tests. |
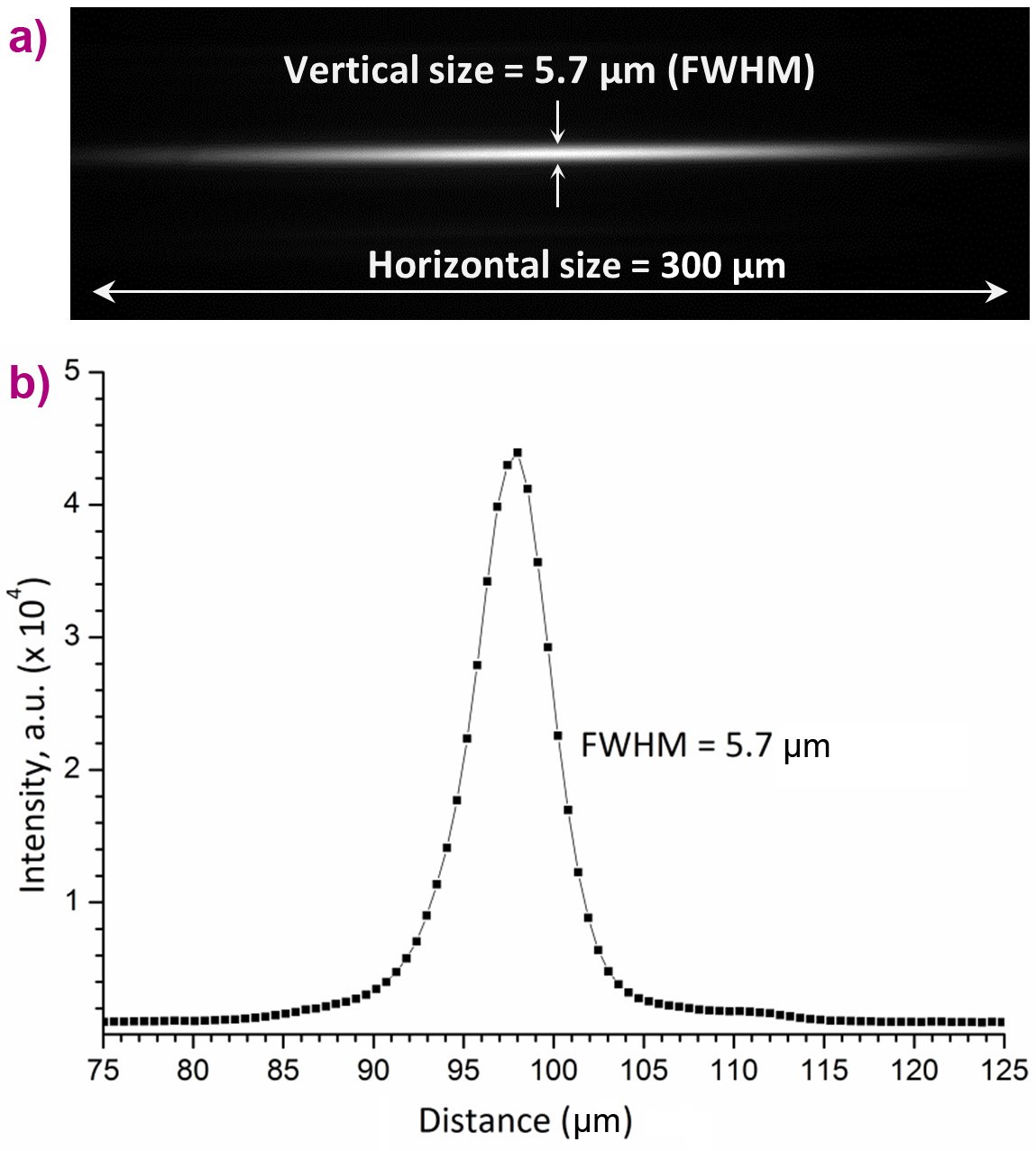
The diamond planar CRLs were tested at the micro-optics test bench at beamline ID06. CRLs were located at L1 = 55 m from the undulator source and were oriented so as to focus monochromatic radiation in the vertical direction. The measurement of the CRL’s efficiency and size of the focal line in the vertical direction was performed over the energy range 7 to 12 keV. Figure 2 shows the focusing by CRL2. At the energy of 10.3 keV, a full width at half maximum (FWHM) of 5.7 μm was achieved, corresponding to the effective X-ray source size of 37.6 μm demagnified 6.6 times by CRL2 (the source size of 37.5 µm was measured before the experiment using the boron fibre interferometer technique). It is worthwhile noting that the angular resolution of our CRL is defined as FWHM/L2(where L2 is the imaging distance of 8.3 m) and had the value 0.7 µrad. The effective “slope errors” of the lens’ parabolic shape must have been equal to or lower than this value. Drawing the analogy to X-ray mirrors, where the rms slope of the figure error is defined by Δ/2.36×2L2, we obtain the value of 0.15 µrad for our lenses. Such a figure error is comparable to that of high quality X-ray mirrors, while our refractive optics approach is far cheaper to fabricate and requires less surface perfection.
The uniform intensity of the focus in Figure 2 also demonstrates the uniform verticality of the lens side walls. However, the measured gain of 35 for CRL2 is only half that of the calculated value. We attribute this to remaining undesirable scattering resulting from the ‘scallop’-like roughness of the lens surfaces.
The focusing properties were studied for both lens arrays CRL2 and CRL5. As expected, the intensity gain for CRL5 was lower than that of CRL2 as CRL5 has more individual (absorbing) lenses.
 |
|
Figure 2. a) The X-ray image of the focal line produced by CRL2 (two single lenses). The horizontal size of the image is 300 μm, corresponding to the thickness of the diamond plate. b) Measured profile of the focused X-ray beam at 10.3 keV. The vertical width of the focal line is 5.7 μm (FWHM), which corresponds closely to the limit set by the initial source size of 37.5 μm. |
The present study demonstrates that laser micro-fabrication technology provides a straight forward method for the fabrication of single crystal diamond refractive lenses with large acceptance (300 µm in this case). The depth of the lenses can be increased by using thicker plates of single-crystal diamond which are commercially available to thicknesses >1 mm, grown either by MWCVD or the high pressure, high temperature (HPHT) methods. However, the difficulty of precision laser cutting increases rapidly with increasing plate thickness.
Planar, single crystal diamond lenses of large depth are capable of withstanding extreme photon flux levels due to their high thermal conductivity and shock resistance, low thermal expansion coefficient, and high temperature stability. They have a great future for application at free electron lasers and diffraction-limited synchrotron sources, where refractive lenses could be placed in the beamline front-end as beam conditioning optics for beam pre-focusing (i.e. collimation) or expanding. In particular, such front-end optics will be in demand as a result of the reduced emittance of future ultimate synchrotron storage rings, while wide, diverging beams will remain a requirement for a number of experimental techniques.
Principal publication and authors
Large-acceptance diamond planar refractive lenses manufactured by laser-cutting, M. Polikarpov (ab), I. Snigireva (b), J. Morse (b), V. Yunkin (c), S. Kuznetsov (c), A. Snigirev (b), J. Synchrotron Rad. 22, 23-28 (2015).
(a) Immanuel Kant Baltic Federal University, Kaliningrad (Russian Federation)
(b) ESRF
(c) Institute of Microelectronics Technology RAS, Chernogolovka (Russian Federation)
References
[1] A. Snigirev, V. Kohn, I. Snigireva & B. Lengeler, Nature 384, 49-51 (1996).
[2] G.B. Vaughan, J.P. Wright, A. Bytchkov, M. Rossat, H. Gleyzolle, I. Snigireva & A. Snigirev, J. Synchrotron Rad. 18, 125-133 (2011).
[3] M. Polikarpov, I. Snigireva & A. Snigirev, J. Synchrotron Rad. 21, 484-487 (2014).
[4] V. Kohn, I. Snigireva & A. Snigirev, Physical Review Letters 85, 2745-2748 (2000).
Top image: Lenses in a 3 mm x 3 mm diamond plate produced by laser-cut technology.
partners



European Synchrotron Radiation Facility - 71, avenue des Martyrs, CS 40220, 38043 Grenoble Cedex 9, France.