- Home
- Users & Science
- Scientific Documentation
- ESRF Highlights
- ESRF Highlights 2000
- Materials
- Friction Stir-welding
Friction Stir-welding
It would be very beneficial, particularly for the aerospace and other transport industries, if high-performance alloys that are currently classed as 'not recommended for welding' could be safely and economically welded. Welding is generally preferred to mechanical fastening techniques such as bolting and riveting for permanently joining metallic structural components because it tends to produce lighter and cheaper joints. However, some metals are very difficult to weld and the high temperatures and thermal gradients associated with most fusion welding techniques can produce distortions and steep residual stress fields. Distortions must be kept within specified limits and residual stresses can be detrimental and lead to fatigue cracking.
Friction stir welding has been developed over the last few years mostly to join 'difficult to weld' aluminium alloys [1]. It is a process that employs a hard welding tool, comprising a proprietary-shaped pin, set in a larger diameter cylinder, rather like a short rounded drill bit held in a large flat-ended chuck. The tool is rotated at high speed and translated along the weld line with the pin forced between the two parts to be joined and the shoulder of the larger diameter cylinder pressing on the workpiece. Heat is generated at the shoulder-workpiece interface and the pin plasticises and shears the adjacent material to form a solid-state weld behind the tool. Critical welding parameters are tool design, pressure, rotation and translation speeds. Welding speeds vary with alloy type in the range 0.3-3 m/min for hard and soft alloys respectively. Friction stir welds typically have low distortion, high mechanical strength and good fatigue performance. They generally have a good appearance and the process, being solid state, is relatively low risk. Research and development is being undertaken to produce better quality welds at higher speeds.
BM16 was used, at an energy of 35 keV in its strain imaging mode, successfully to map, non-destructively, the internal residual strain distributions over the cross-section of a friction stir weld in a 6 mm thick extruded aluminium alloy plate. Details of the different weld and plate textures were also revealed. Destructive mechanical and traditional X-ray diffraction techniques had previously been tried but with very limited success.
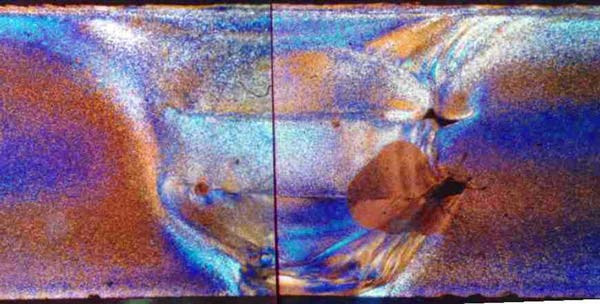 |
Fig. 90: Photomontage of the anodised cross-section of the friction stir weld.
|
Figure 90 is a photomontage of the anodised cross-section of the weld. It shows the outline of the pin-shaped 'nugget' region where the texture is fine recovered and the unstirred region where the texture is fibre-like as a result of the plate extrusion process. Figure 91 is a detailed map of the apparent residual stress profile in the weld direction. The dominant features are the central tensile band, in which detailed variations related to temperature and stirring are seen, and the steep drop down to the adjacent balancing compressive region. The tensile region corresponds closely with the friction band (shown shaded) where the temperatures would have been highest. The steepest stress gradient occurs where the temperature gradient would have been steepest. This indicates that it is the thermal, rather than the mechanical, processing history that principally determines the residual stress-state. Mechanical stirring changes the microstructure considerably but has only a secondary effect on the stress field.
 |
Fig. 91: Residual stress contours for the friction stir weld along the welding direction. (The shading indicates the location of the 20 mm wide friction heated band).
|
Reference
[1] C.J. Dawes, Welding and Metal Fabrication, 13-16 (January 1995).
Principal Publication and Authors
P.J. Webster (a), L. Djapic Oosterkamp (b), P.A. Browne (a), D.J. Hughes (a), W.P. Kang (a), P.J. Withers (c) and G.B.M. Vaughan (d), Accepted for J. Strain Analysis (2000).
(a) University of Salford (UK)
(b) Hydro Aluminium a.s. (Norway)
(c) University of Manchester (UK)
(d) ESRF
partners



European Synchrotron Radiation Facility - 71, avenue des Martyrs, CS 40220, 38043 Grenoble Cedex 9, France.