- Home
- Users & Science
- Scientific Documentation
- ESRF Highlights
- ESRF Highlights 2005
- The X-ray Source
- Vacuum Chambers and NEG Coating
Vacuum Chambers and NEG Coating
In the past, as the magnetic gap of the Insertion Devices (IDs) was reduced from 20 to 10 mm, the vertical aperture of the ID vacuum chambers had to be reduced accordingly. As a consequence, excessive Bremsstrahlung has been observed downstream in the beamlines. This Bremsstrahlung is created by the collision of the electron beam with the residual gas inside the ID vacuum chambers and becomes a serious problem for small aperture chambers in which the small conductance results in high pressure. The Bremsstrahlung is scattered off-axis by the optical component in the beamline (monochromator, mirror,…) and can be detected in the air outside the lead hutch. Even though more shielding can be added to the beamline hutches, this is not desirable or practical for a number of beamlines. Two solutions have been explored at the ESRF to alleviate the problem. One consists in placing the magnet assemblies in the vacuum (see above). Another solution consists in sputtering a Non Evaporable Getter (NEG) thin film (0.5-1.0 micrometres) on the wall of the vacuum chamber. Such a technique has been pioneered at CERN and has been extensively used at the ESRF on both stainless steel and aluminium narrow aperture IDs. Following activation of the NEG material (made of titanium, zirconium and vanadium) at 180°C, the NEG coated surface provides pumping and the photo-induced desorption is largely reduced, thereby accelerating the vacuum conditioning time under beam. For this reason, a newly prepared 8 mm aperture 5 m long constant cross-section NEG coated Aluminium chamber has been installed in the ID6 straight section during every machine shutdown, for the past few years. The chamber is conditioned for 6-8 weeks until the following shutdown when it is moved to the final ID beamline destination. The chamber then only needs a few days of re-conditioning allowing the user operation to start almost immediately after the shutdown. This refurbishment process, while somewhat slow since it only allows a maximum of 5 beamlines to be upgraded per year, presents a number of advantages. It allows a smooth transition for the beamline with no beam interruption of the user program. It allows the quantitative measurement of the Bremsstrahlung vs. dose using the same monitors installed in the ID6 hutch and quantifies in term of Bremsstrahlung any change applied in the coating or cleaning sequence . At the end of 2005 nineteen NEG coated ID chambers were in operation in the beamline. Most of them are made of extruded aluminium 5 m long with a constant elliptical cross-section and an internal aperture of 57 x 8 mm2. A NEG coating facility has been built at ESRF. At the end of 2005 two coating benches were operated simultaneously each processing a 5 m long chamber. A number of labs have expressed their interest in this technology and ID chambers have been NEG coated for SLS and SOLEIL.
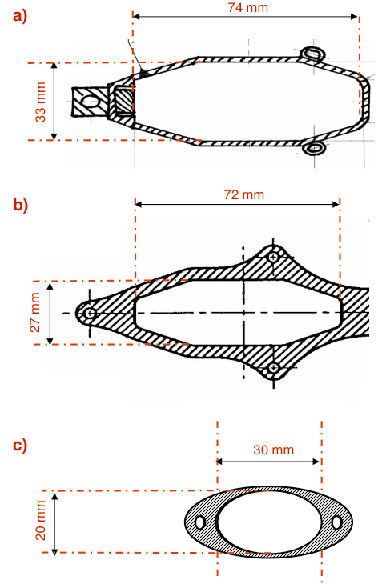
As a new development, during 2005, was two 3.5 metre-long “quadrupole” type chambers that were coated and installed in cell 6, one using the Soleil aluminium extrusion profile, the other using a new profile, characterised by an elliptical cross-section of only 30 x 20 mm2 (See Figure 166).
 |
|
Fig 166: Cross sections of 3.5 m long quadrupole chambers tested at the ESRF in 2005. a) ESRF standard profile that is made of stainless steel and presents 3 pumping ports welded laterally to the profile. It is pumped with 2 NEG cartridges (2 x 200 l/s) and 1 ion pump (45 l/s). b) The SOLEIL profile, which is a constant cross-section with no pumping ports that relies exclusively on the pumping by the NEG coating. c) Narrow profile, which corresponds to the smallest aperture compatible with a 100% injection efficiency. It is also NEG coated and made of aluminium with a constant cross-section and no pumping port. Both aluminium profiles were tested in the cell-6 straight section in 2005 and showed a very rapid conditioning time and low Bremsstrahlung. |
The aluminium vessels have performed extremely well in the storage ring, in terms of prompt vacuum conditioning times and low Bremsstrahlung levels. It has become clear that a “pump-free” solution for light source vacuum chambers is now possible, when a sufficiently low pressure is obtained by using NEG-coated chambers, with only few lumped pumps being necessary at high-desorption locations, such as crotch absorbers. In addition, narrow aperture chambers can be used which allow the use of stronger gradient quadrupoles and sextupoles which in turn allow a reduction of the quadrupole and sextupole size as well as their cost. This has generated considerable interest by many laboratories at a recent, dedicated vacuum workshop.
One possible drawback of this NEG technology is the requirement of in situ baking in order to activate the pumping. Conventional baking jackets take some space that increase the effective size of the chamber. In this respect we have used a recently developed technique of interlaced baking tape and insulation developed by CERN for the LHC warm chambers which is shown in Figure 167. Such tapes allow the full baking at 180°C and have a total thickness of 0.3 mm only.
 |
|
Fig. 167: Narrow profile 30 x 20 mm quadrupole chamber shown with its baking tape and insulation. |
partners



European Synchrotron Radiation Facility - 71, avenue des Martyrs, CS 40220, 38043 Grenoble Cedex 9, France.